歡迎來(lái)到馬鞍山市華科實(shí)業(yè)有限公司網(wǎng)站!

 13955550860
13955550860






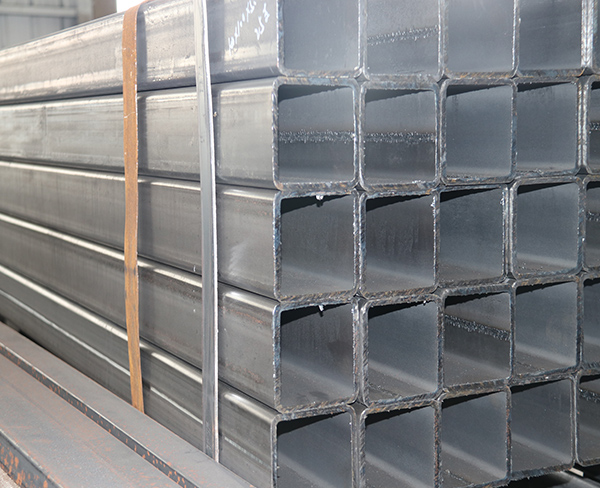
從貨架焊管報廢原因分析資料中可以看出,軋輥調整工藝在貨架焊管生產(chǎn)過(guò)程中發(fā)揮著(zhù)十分重要的作用。即是說(shuō),貨架焊管價(jià)格,在生產(chǎn)過(guò)程中,若軋輥損壞或磨損嚴重,則應在機組及時(shí)更換部分軋輥,或者某一型號貨架焊管連續生產(chǎn)足夠數量,應更換整套軋輥。
當更換焊接鋼管時(shí),需要對軋輥進(jìn)行相應的調整,才能保證貨架焊管質(zhì)量。相反,如果軋輥調整不當,則很可能造成貨架焊管在焊縫中出現扭轉、搭焊、邊緣波動(dòng)、鼓包和管體表面有壓痕、劃痕,甚至橢圓度大等缺陷。
下面華科小編給大家介紹一下在換輥時(shí)要掌握的軋輥調整的操作方法。先要更換貨架焊管規格,一般全套軋輥都要更換。對輥式調整的步驟是:首先將機組進(jìn)料口和出料口的鋼絲拉出中心線(xiàn),進(jìn)行調整,使各架孔型在中心線(xiàn)上,使成型線(xiàn)符合技術(shù)要求。
在根據要求更換軋輥后,為保證貨架焊管的焊接質(zhì)量,還需要對成形輥、導輥、擠出輥、定徑輥進(jìn)行一次調整,然后重點(diǎn)調整了閉孔型、導輥、擠出輥的調整。引導輥的作用是控制貨架焊管的管縫方向和管坯底線(xiàn)高度,減輕邊緣伸展,控制管坯邊的回彈,保證管縫進(jìn)入擠壓輥的平直無(wú)扭轉。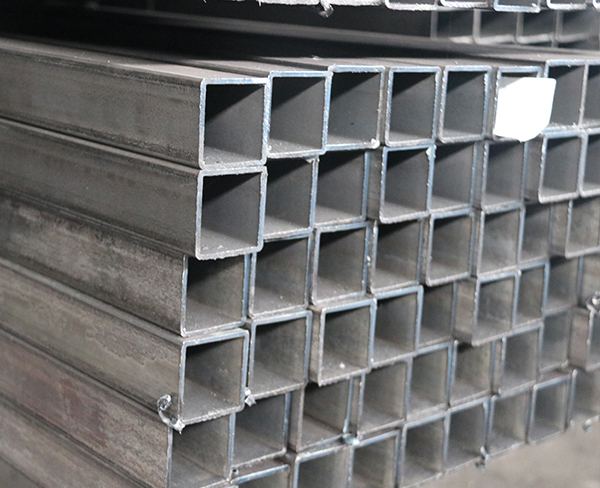
不銹鋼貨架焊管在制作過(guò)程中,貨架焊管生產(chǎn)廠(chǎng)家,會(huì )在表面出現銹斑,焊接時(shí)會(huì )有焊接飛濺現象。
因此在使用中的不銹鋼貨架焊管表面會(huì )出現劃痕,遇到這些情況應該怎么辦呢?
怎么能妥善處理這些問(wèn)題呢?
銹斑:制作前或制作過(guò)程中有時(shí)會(huì )看到不銹鋼貨架焊管產(chǎn)品或設備上生銹,這說(shuō)明表面受到嚴重污染。設備投入使用前必須把銹清除掉,南京貨架焊管,徹底清理過(guò)的表面應通過(guò)鐵試驗和/或水試驗進(jìn)行檢驗。
焊接飛濺:焊接飛濺與焊接工藝有很大關(guān)系。
TIG(惰性氣體保護鎢極焊)沒(méi)有飛濺。
但是,采用GMAW(氣體保護金屬電弧焊)和FCAW(帶焊劑芯的電弧焊)兩種焊接工藝時(shí)如果焊接參數使用不當會(huì )造成大量飛濺。出現這種情況時(shí),必須調整參數。如果要解決焊接飛濺的問(wèn)題,焊接前應在接頭的每一邊涂上防濺劑,這樣可以消除飛濺物的附著(zhù)力。焊完后可以很容易地將這種防濺劑及各種飛濺物清理掉,可不損傷表面或帶來(lái)輕微損傷。
劃痕:為了防止工藝潤滑劑或生成物和/或污物積留,必須對劃痕和其它粗糙表面進(jìn)行機械清理。不銹鋼貨架焊管的制造過(guò)程必須精細,一些細小的問(wèn)題能避免就避免,這樣才能保證產(chǎn)品的質(zhì)量。

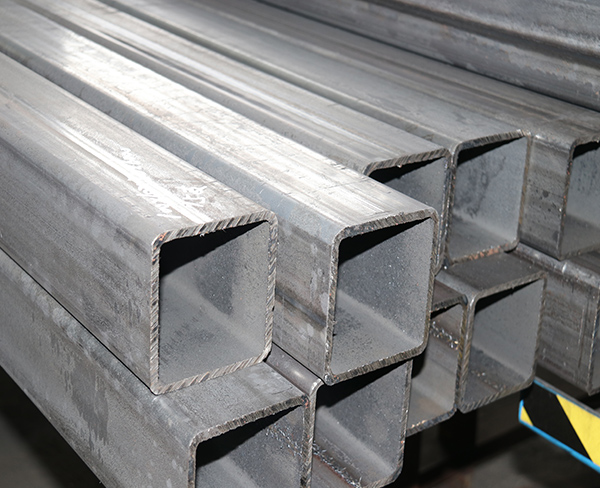
直縫貨架焊管生產(chǎn)工藝簡(jiǎn)單,貨架焊管公司,生產(chǎn)校率高,成本低,發(fā)展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的貨架焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的貨架焊管。但是與相同長(cháng)度的直縫管相比,焊縫長(cháng)度增加30~100%,而且生產(chǎn)速度較低。
直徑大或較厚的貨架焊管,一般用鋼坯料直接做成,而小焊管薄壁焊管只需要通過(guò)鋼帶直接焊接就可以了。然后經(jīng)過(guò)簡(jiǎn)單拋光,拉絲就可以了
補充:貨架焊管是用帶鋼焊接的,所以在原來(lái)它的地位沒(méi)無(wú)縫管高。
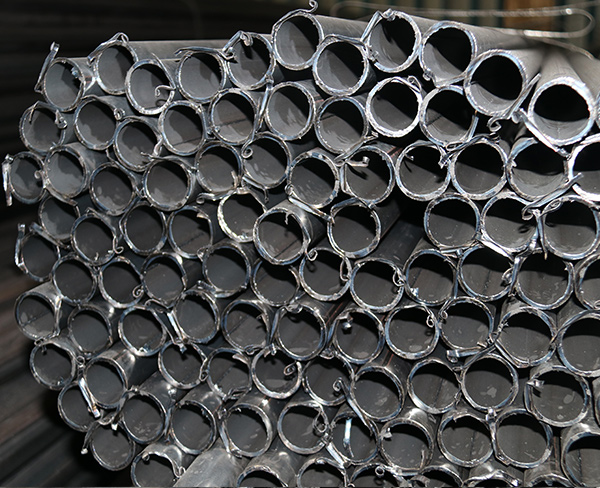
貨架焊管工藝流程:
原材料開(kāi)卷——平整——端部剪切及焊接——活套——成形——焊接——內外焊珠去除——預校正——感應熱處理——定徑及校直——渦流檢測——切斷——水壓檢查——酸洗——蕞終檢查(嚴格把關(guān))——包裝——出貨。


掃一掃手機網(wǎng)站





 在線(xiàn)客服
在線(xiàn)客服 13955550860
13955550860 2392941@qq.com
2392941@qq.com